How virtual prototyping and simulation help engineers reduce trial-and-error, optimize die design, and improve extrusion processes.
Introduction to Polymer Extrusion
Polymer extrusion is one of the most widely used manufacturing processes in the plastics industry. In simple terms, extrusion consists of forcing a molten material through a shaped opening, known as a die, to produce a continuous product with a desired cross-sectional geometry. The process is commonly used with thermoplastics, elastomers, polymer blends, and materials containing additives or foaming agents. During extrusion, the material is heated, mixed, compressed, and transported through the extruder before reaching the die, where the final shape is formed. In foaming applications, the material may also expand after exiting the die due to pressure and temperature changes.

Extrusion is widely adopted because it enables continuous manufacturing, high production rates, and excellent repeatability for products that would be difficult or economically impractical to manufacture using other methods. Common applications include pipes, films, sheets, cables, seals, tubing, insulation materials, packaging components, and polymer foams used in automotive, construction, and consumer industries. As industries demand lighter materials, reduced waste, improved product quality, and faster development cycles, understanding the physics governing extrusion and foaming processes has become increasingly important.
In polymer foaming applications, extrusion becomes even more complex due to the interaction between rheology, temperature, pressure evolution, gas dissolution, nucleation, and expansion phenomena. Product quality can be strongly influenced by operating conditions and die geometry, making process understanding and optimization critical for industrial success. As industries demand lighter materials, lower production costs, reduced waste, and faster product development cycles, understanding the physics governing extrusion and foaming processes has become increasingly important.
Challenges
Despite its widespread industrial adoption, polymer extrusion and foaming remain highly complex processes due to the strong interaction between material behavior, operating conditions, and die geometry. In many industrial environments, product development still relies heavily on empirical knowledge and iterative testing, which can significantly increase development time and manufacturing costs.
Material Characterization Challenges
- High costs associated with rheological characterization and specialized laboratory testing.
- Strong dependence of viscosity on shear rate and temperature.
- Difficulty obtaining reliable material data for viscoelastic and foaming behavior.
- Variability between material batches and suppliers.
Process and Operational Challenges
- Difficulty predicting the influence of temperature, screw speed, pressure, and flow rate.
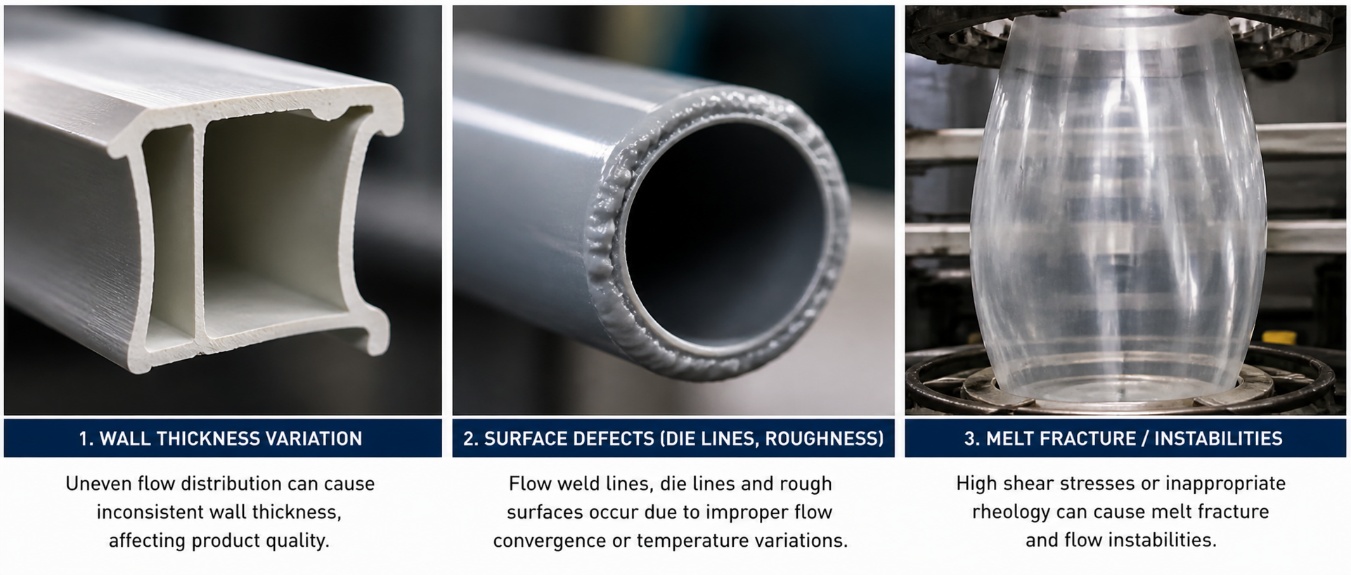
- Flow instabilities affecting product consistency and surface quality.
- Thermal degradation caused by poor temperature control or excessive residence times.
- Limited process windows for stable operation.
Die Design and Flow Distribution Challenges
- Non-uniform flow distribution inside complex dies.
- Pressure drops that reduce process efficiency.
- Extrudate swell and dimensional distortions after die exit.
- Difficulty optimizing die geometry without multiple physical iterations.
Foaming-Specific Challenges
- Complex interaction between rheology, gas dissolution, nucleation, and bubble growth.
- Difficulty predicting foam expansion and final density.
- Challenges controlling cell morphology and structural uniformity.
- Sensitivity of foam quality to small operating changes.
Economic and Development Challenges
- Dependence on costly trial-and-error approaches.
- Long development cycles for new products and dies.
- Material waste generated during process adjustments.
- Difficulties scaling laboratory conditions to industrial production.
As industries continue demanding lighter materials, improved quality, and faster product development cycles, more predictive and physics-based engineering approaches are becoming essential for extrusion and foaming applications.
Engineering Solutions
Methods
Traditionally, much prior to commonplace simulation, polymer extrusion processes have been developed using empirical knowledge, operator experience, and iterative physical testing. Experimental techniques such as rheological characterization, capillary rheometry, and lab-scale extrusion trials are commonly used to define material behavior and operating conditions. While valuable, these approaches are often costly, time-consuming, and limited when dealing with complex geometries, non-Newtonian behavior, or foaming phenomena.
Analytical and semi-empirical models can provide quick estimates of variables such as pressure drop or die swell, but their applicability is typically restricted to simplified cases. As a result, many industrial processes still rely heavily on trial-and-error, especially during die design and process optimization.
In this context, computational simulation for polymer extrusion has emerged as a powerful alternative, enabling engineers to evaluate multiple operating conditions and geometrical configurations in a virtual environment. By capturing the interaction between flow, heat transfer, material rheology, and die design, numerical methods support faster development cycles, reduced physical testing, and improved process understanding.
Solutions
Computational simulation in polymer extrusion consists of numerically solving the governing equations that describe momentum transfer, heat transfer, pressure evolution, and material behavior inside the extrusion system. Unlike simplified analytical approaches, numerical methods can capture complex three-dimensional flows, non-Newtonian viscosity, viscoelastic effects, free-surface deformation, and foaming-related phenomena under realistic operating conditions.
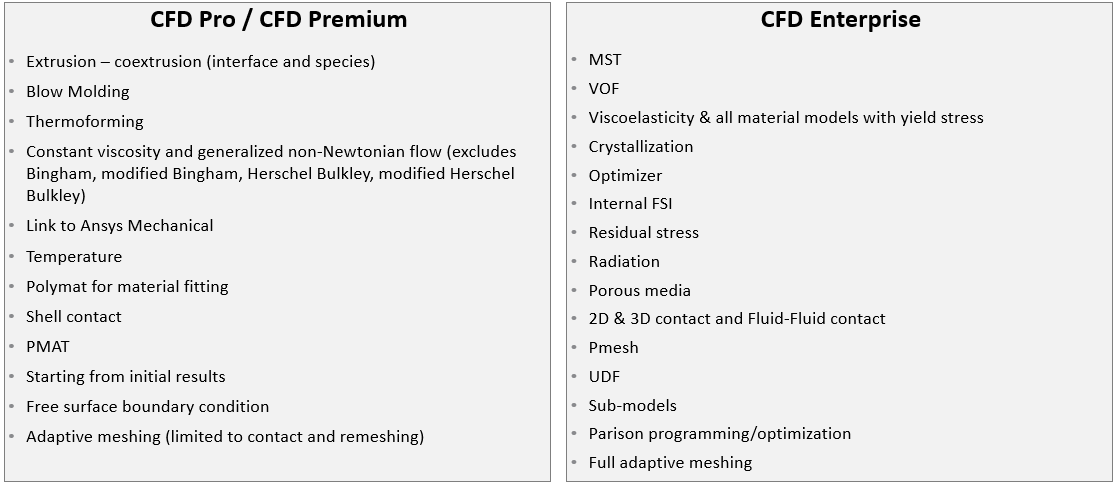
Among the available simulation tools, Ansys Polyflow is widely used for polymer processing applications due to its specialized capabilities for extrusion, blow molding, thermoforming, fiber spinning, and foaming simulations, as shown below. The software is specifically designed to model highly viscous and non-Newtonian materials commonly found in polymer manufacturing processes.
Using numerical simulation, engineers can evaluate the influence of die geometry, flow rate, temperature distribution, pressure drop, and material rheology before manufacturing physical prototypes. This virtual prototyping approach helps identify flow maldistribution, excessive pressure losses, thermal inconsistencies, and potential extrusion defects early in the design stage.
For foaming applications, computational simulation becomes particularly valuable due to the strong coupling between rheology, temperature, pressure evolution, gas expansion, and free-surface deformation. Small variations in operating conditions or die geometry can significantly affect foam density, expansion ratio, cell morphology, and final product quality.
Through numerical simulation, engineers can better understand where expansion initiates, how the material evolves after die exit, and how process conditions influence foam stability and uniformity. This provides important insight for optimizing lightweight products and improving process consistency without relying exclusively on extensive physical testing.
The following sections present the general workflow commonly used to perform extrusion and foaming simulations using Ansys Polyflow.
Polymer Extrusion Simulation Workflow: Coextrusion Example
Geometry/Mesh
This example presents a coextrusion case involving two polymer melts, HDPE and LLDPE, available in the Ansys Polyflow material library. The shear-rate and temperature dependence of both materials are modeled using the Carreau–Yasuda and Arrhenius models, respectively.
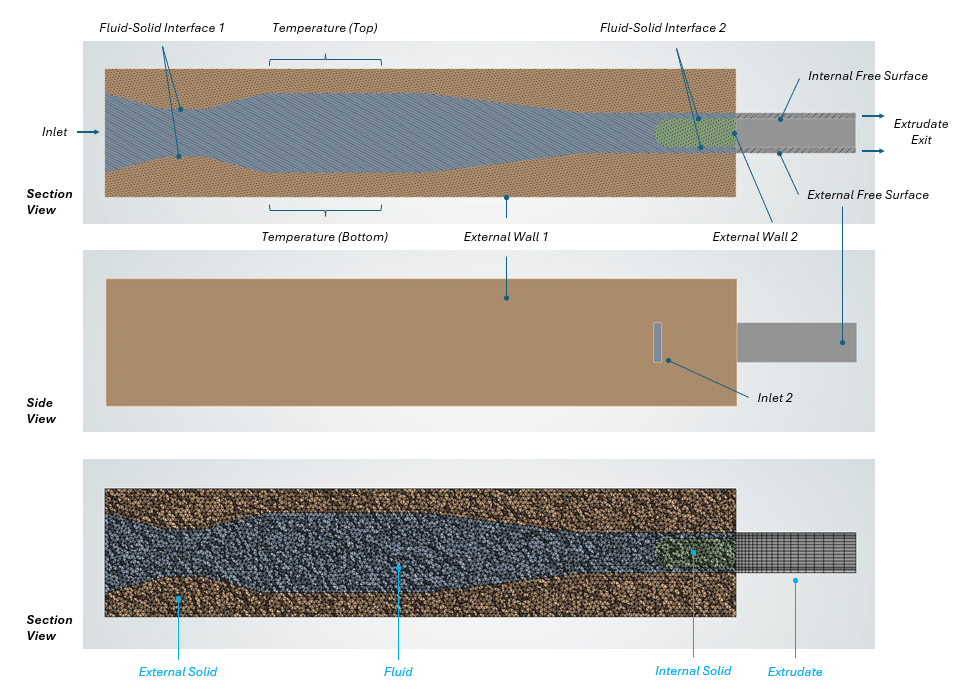
The following figures illustrate the corresponding boundary conditions and cell zones, including two fluid bodies and two solid regions representing the extrusion system. A conformal mesh was generated using the Share Topology feature in SpaceClaim. This approach avoids the need for additional mesh interfaces by creating a direct node-to-node correspondence between adjacent bodies in contact. As a result, the numerical solution becomes more stable and consistent across the fluid domains.
For the extrudate region, it is important to generate the mesh using a Sweep method. This helps maintain proper element alignment along the extrusion direction, improving mesh quality and solution stability, particularly in simulations involving free-surface deformation and downstream flow evolution.
Model Setup
The figures also show the corresponding boundary conditions used in the polymer extrusion simulation setup, described as follows.
- Inlets. One inlet is defined for the main HDPE flow, while two side inlets are assigned to the LLDPE streams. All inlet conditions are prescribed using volumetric flow rate and temperature specifications.
- Walls. Two constant temperature conditions are imposed on the top and bottom surfaces, while the external walls are modeled using convective heat transfer with h=5W/m2/K and an ambient temperature of 300 K.
- Extrudate. Ansys Polyflow requires the explicit definition of both the external and internal surfaces of the extrudate region. In addition, an extrudate exit boundary condition must also be specified.
- Interfaces. Although Polyflow automatically detects the fluid-solid interfaces, the user is still required to manually define each corresponding interface boundary condition.
- Mesh Deformation. Fluent Polyflow requires the definition of the extrudate region for mesh deformation calculations. This includes the corresponding cell zone as well as the inlet and outlet surfaces associated with the deforming domain.
- Initialization. The initial temperature for both the fluid and solid cell zones was set to 300 K.
Results
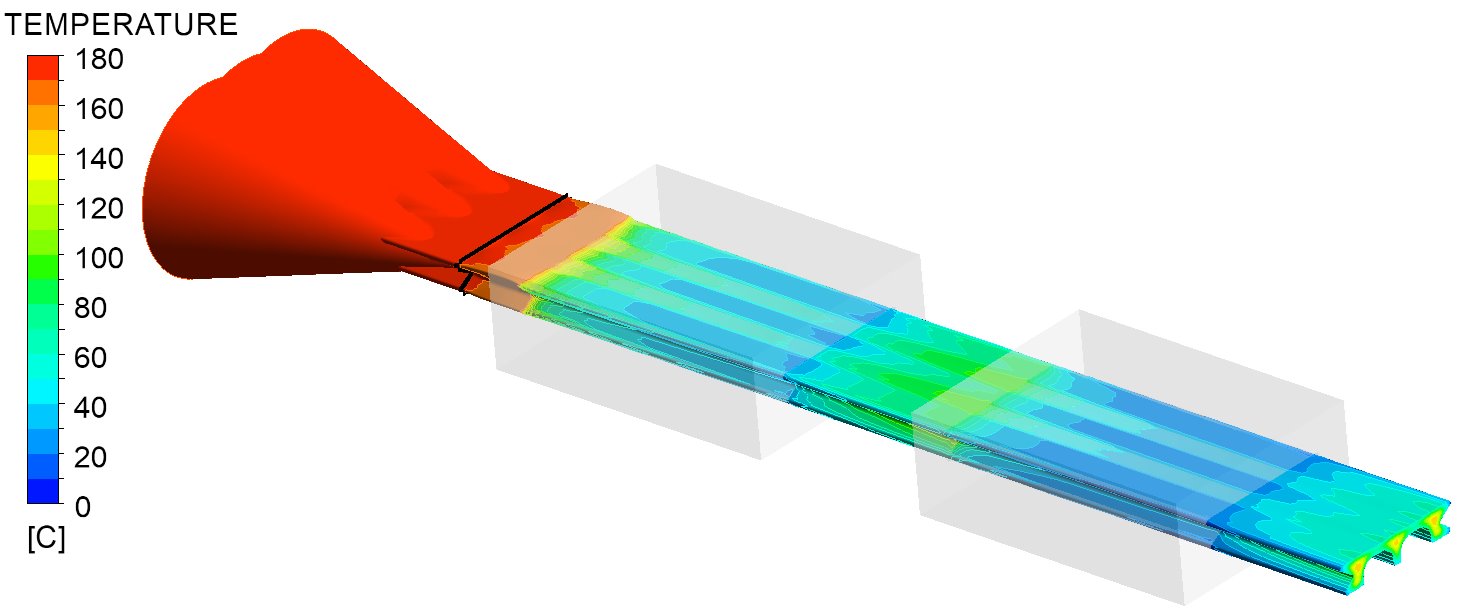
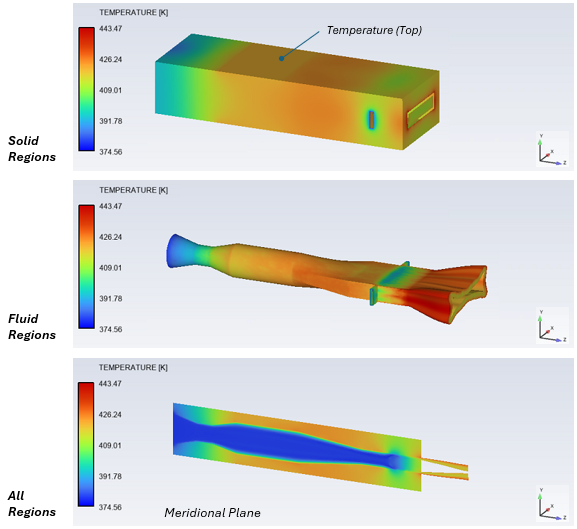
The model was solved using 10 CPU cores, requiring one HPC license. The following figures show the temperature distribution within both the solid walls and the fluid regions of the extrusion system. Note the extrudate deformation generated by the combined effect of the operating conditions and the die geometry (shaped opening). This deformation is characteristic of polymer extrusion processes involving free-surface flow evolution downstream of the die exit. The predicted temperature range varies between 374.56 K and 443.47 K (101.41 °C – 170.32 °C), while the ambient temperature was defined as 300 K.
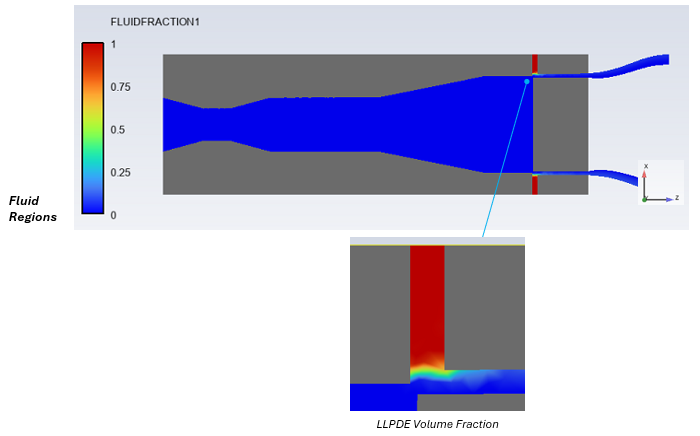
The results show the volume fraction distribution of the LLDPE stream injected through the lateral inlets. Although the material successfully enters the primary flow, the predicted distribution suggests that the current volumetric flow rate is insufficient to form a thicker and more homogeneous external layer at the die exit. Most of the secondary polymer remains localized near the injection region, indicating limited penetration and spreading within the main HDPE flow. This type of behavior is extremely difficult to identify experimentally during early design stages, where the internal flow distribution cannot be directly observed.
By using numerical simulation, the engineering team can rapidly evaluate alternative flow-rate ratios and geometrical modifications before manufacturing new dies or interrupting production for additional testing. In practical terms, this reduces unnecessary material consumption, minimizes production uncertainty, and shortens the time required to reach a functional coextrusion design.
Need help with a polymer extrusion simulation project?
For improving extrusion performance, evaluating die designs, or modeling polymer processing behavior, SimuTech Group’s Ansys Polyflow experts can help your team apply simulation to reduce trial-and-error, improve process understanding, and support more efficient product development.

Germán Ibarra, MSc Energy Engineering
Senior Staff Engineer – Fluids, SimuTech Group
Germán Ibarra is a mechanical engineer with a master’s degree in Energy Engineering and more than 14 years of experience in research, development, and engineering analysis. At SimuTech Group, he supports simulation-driven workflows for complex engineering applications, including polymer processing, thermal-fluid behavior, and manufacturing process optimization. His background spans R&D, project development, and technical education, helping engineering teams apply numerical simulation to better understand product performance, reduce physical testing, and improve design decisions.